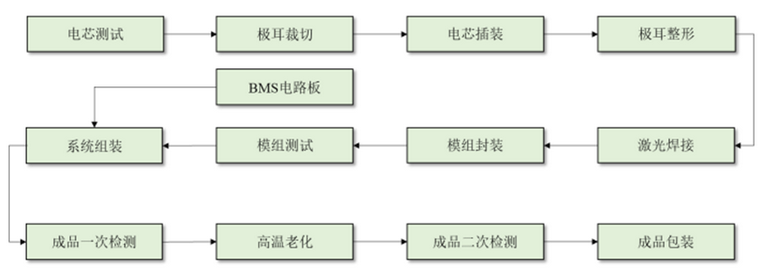
儲能電池系統的生產工藝流程分為電池模組生產和系統組裝兩個工段。
在電池模組生產工段:經檢驗合格的電芯經過極耳裁切���、電芯插裝、極耳整形、激光焊接、模組封裝等工序組裝為電池模組���;

電池模組生產線
在系統組裝工段:經檢驗合格的電池模組與BMS電路板等組裝成系統成品,然后經一次檢測、高溫老化和二次檢測等工序后進入成品包裝環節�����。具體如下圖所示:
電池模組的生產流程
據相關公司說明書介紹�,模組的生產工藝流程圖如下:
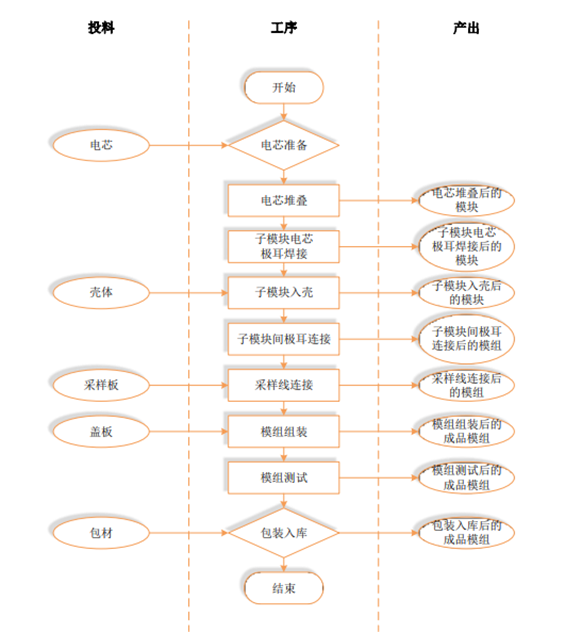
(1)電芯堆疊:該工序是制備模組的第一道工序。將檢測合格后的成品電芯與側板、端板��、蓋板�、連接片等組件進行配對上線,然后將電芯根據一定的串并聯順序進行堆疊��。
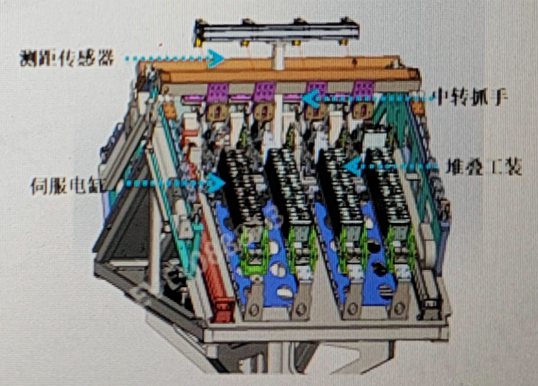
電芯堆疊3D布局
堆疊時需要注意不能有溢膠現象��。堆疊時模組兩側需要對電芯對齊處理�����,兩側需要有對齊機構,側面平面公差≤0.5mm����。堆疊工裝與電芯接觸的地方不能對電芯造成損傷�。
對電芯進行堆疊基準面可根據乙方技術水平和電芯尺寸公差范圍(目前電芯高度圖紙公差0.5mm)���、Busbar(硬)選取�����,但需保證極柱面水平公差≤0.3mm,同時不能出現因Z向高差因素引起的焊接缺陷�����。
模組堆疊過程中�,組件、電芯具備定位機構����,居中堆疊��,每堆疊一個組件需進行一次整形壓緊(長度、寬度)�,整個過程中防止電芯短路���。不得損壞電池及組件外觀�,不可造成電池絕緣藍膜破損�����。
堆疊前后都應該能夠判斷電芯極性符合模組的串并聯規則��。當判斷出現異常時應能報警。
(2)子模塊電芯極耳焊接:該工序是制備模組的第二道工序�����。將堆疊好的子模塊����,通過激光技術將正極耳和負極耳按照技術要求分別焊接在回流排上;正極耳與匯流排�����、負極耳與回流排焊接分別需要不同的過程參數。
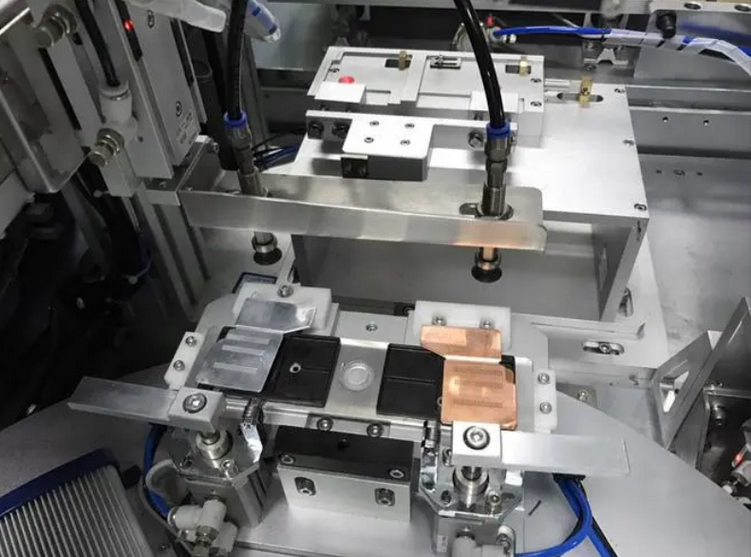
極耳焊接機
(3)子模塊入殼:該工序是制備模組的第三道工序����。通過機器人將子模塊自動放入殼體中形成模組。
(4)子模塊間極耳連接:該工序是制備模組的第四道工序����。通過激光技術將正極耳和負極耳按照技術要求分別焊接在回流排上����,在子模塊間進行極耳的串聯連接�����。
(5)采樣線連接:該工序是制備模組的第五道工序�����。通過激光技術將采樣板采樣端子按照技術要求焊接在回流排上。
(6)模組組裝:該工序是制備模組的第六道工序����。通過機器人將端板和側板自動組裝至模塊上�����,通過激光技術,按照技術要求完成焊接���。
(7)模組測試:對成品模組進行性能檢驗,完成后將合格的成品模組包裝入庫�����。
模組生產流程主要為子模塊生產工序��,以及由子模塊裝配成模組的工序,無副產品產出。



