| 儲能電池艙的生產(chǎn)工藝流程及監(jiān)理要點 |
| 發(fā)布時間:2023-03-08 08:53:17| 瀏覽次數(shù): |
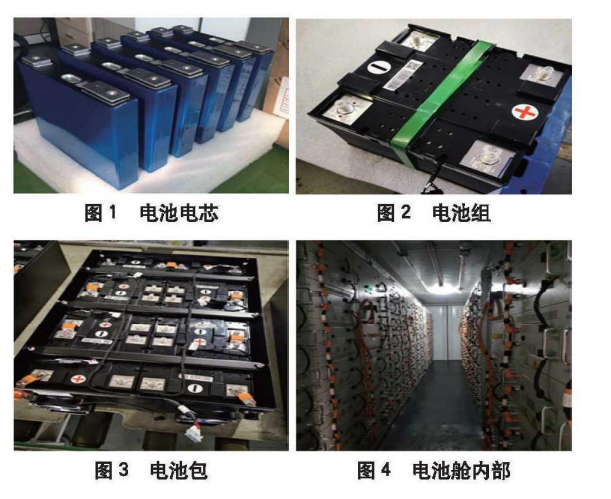
儲能電池艙的主要部件及生產(chǎn)工藝流程 主要部件 電池包由單體電芯(磷酸鐵鋰電池、高能量密度30Ah、方形鋁殼)、電池模塊、電池簇組成。 電池艙由電池架、高壓箱、匯流柜(1000V,1000A)、消防裝置(愛德華報警系統(tǒng))、空調(diào)系統(tǒng)、監(jiān)控裝置、照明等組成。 主要生產(chǎn)工藝流程 首先將單體電芯按電性能一致性進行分類、排列,然后將多個電芯根據(jù)設(shè)計要求進行并、串聯(lián)組合排列,電池電芯見圖1,電池組見圖2。 電芯成組后進行激光焊接電極片,再將焊接后的電芯組,裝入電池包內(nèi),見圖3。 并用線束連接為一個整體,安裝第一級BMS(BatteryManagemengtSystem電池管理系統(tǒng))、冷卻風扇、電極插座等配件,經(jīng)二次電性能測試合格后,成品電池包完工,也稱為電池包的PACK(包裝)過程。
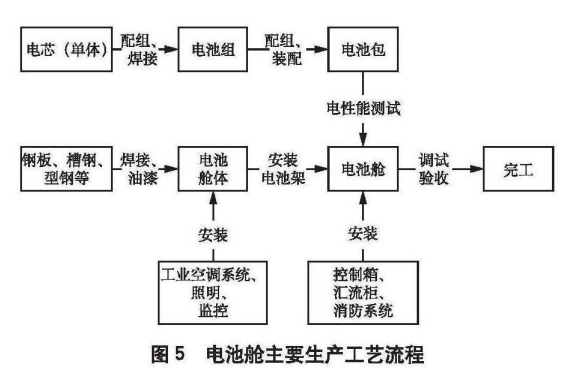
單個電池包完工后需按簇連接進行電性能測試,符合要求的電池包將成簇形式插人電池艙內(nèi)的電池架上,并連接高壓箱、匯流柜,再集成消防與火災報警系統(tǒng)與監(jiān)控、照明等系統(tǒng)。 圖4是電池艙內(nèi)部,電池艙整體裝配完成后,進行最終電性能測試及品質(zhì)檢測,單個電池箱完工后由公路運輸發(fā)貨至現(xiàn)場。圖5是電池艙主要生產(chǎn)工藝流程。
儲能電池艙進度控制的關(guān)鍵點 目前國內(nèi)多數(shù)儲能電池供應商是在新能源汽車等動力電池供應商基礎(chǔ)上拓展的儲能電池業(yè)務(wù),所以一般來說儲能業(yè)務(wù)在內(nèi)部的相關(guān)話語權(quán)較弱,設(shè)計、進度、采購等方面仍以滿足車企及少部分大客戶為主。 一般儲能電池項目是以插單形式排產(chǎn),其按合同要求制定的排產(chǎn)計劃存在較大的不確定性,應派遣專人在供應商現(xiàn)場駐廠進行催交工作,特別指出的是此種情況貫穿在其整個物料供應體系內(nèi)部。 1設(shè)計進度跟蹤 儲能系統(tǒng)總體設(shè)計方案一般是根據(jù)項目需求(總功率、充放電倍率、過載要求等)以及儲能逆變器的要求,選擇合適的單體電芯,設(shè)計合理的電池模塊組成方案及電池簇系統(tǒng)及布置,熱管理系統(tǒng),消防報警系統(tǒng)等,是否有類似項目作為藍本進行二次設(shè)計是影響設(shè)計進度的關(guān)鍵。 對于設(shè)計方案中主要物料的更換,應啟動設(shè)計變更程序,重新進行功能、安全方面的評審,必須經(jīng)過設(shè)計充分驗證方才可以投入使用。 2物項采購進度跟蹤 在設(shè)計評審通過后,將會形成一個包含近100多項物料的巨大物料包,主要包括單體電芯、電池管理系統(tǒng)BMS、電池包、電池艙、電池架、高壓箱、控制柜、匯流柜、工業(yè)級空調(diào)系統(tǒng)、消防系統(tǒng)等數(shù)十個大部件,另有通訊線束、動力線束,高壓開關(guān)、斷路器、電池焊接用集成蓋板、插座、串聯(lián)招排、風機、絕緣蓋板等數(shù)百項物料,應著重關(guān)注其中以下5個方面。 1)電芯:電芯也是整個電池艙設(shè)備中的最主要原材料,故應首先予以落實。 2)電池管理系統(tǒng)BMS:因全球半導體、芯片供應緊張,如NXP通訊芯片從9元/片漲價到近200元/片,加之BMS廠家的產(chǎn)能以滿足動力電池為主,故BMS的供貨時間也是限制電池包交付的主要因素,必要時可以采取非常規(guī)的釆購渠道。 3)電池包物料:主要包括電池包內(nèi)連接線束、溫度傳感器、風機、集成蓋板、金屬箱體、正負極接頭、銅排、鋁排、卡件等,涉及的物料約有幾十種,涉及的供應商有十多家。 由于國內(nèi)儲能行業(yè)缺少統(tǒng)一的產(chǎn)品標準,電池包物料都為非標件,而電池包的生產(chǎn)又必須待全部物料齊全后流水線生產(chǎn),故這幾十種物料的供貨周期直接影響整體設(shè)備的供貨時間,故應重點關(guān)注。 協(xié)調(diào)各物料交貨時間與電池包投產(chǎn)時間是否滿足進度要求,而其中對于集成蓋板、電池串聯(lián)線、通訊線束、箱體等易出現(xiàn)滯后情況的應重點關(guān)注。 4)集裝箱(電池艙體):在深化設(shè)計后應重點關(guān)注,集裝箱箱體、工業(yè)級空調(diào)的釆購情況,匯流柜、控制柜的主要電氣元器件(斷路器、通訊轉(zhuǎn)換器、觸摸屏、交換機、UPS)的釆購情況是否滿足進度要求。 5)備用物料的采購:應充分考慮制造過程中、后期投運后的正常的、可以預見的損耗,増加必需的余量,可以按照增加多個電池包的方式作為備料釆購。 3生產(chǎn)制造過程的進度控制 生產(chǎn)制造過程的進度控制可分兩條生產(chǎn)主線進行,其一為電池包的生產(chǎn),應重點關(guān)注電芯成組激光焊接工序,以及電池包的電性能測試等影響進度的關(guān)鍵工序,特別對于激光焊接、電性能測試應關(guān)注該工序的產(chǎn)能及排產(chǎn)情況。 對于電測工序應對電池一級BMS的通訊程序、充放電柜的通訊程序提前測試準備,并應準備充足的通訊連接線束,保證同時測量足夠數(shù)量的電池包。 另一條生產(chǎn)主線為電池艙的艙體部分,即集裝箱部分,可以與電池包的生產(chǎn)同步進行,一般選取具備電氣集成經(jīng)驗的設(shè)備供應商,主要涉及集裝箱箱體、電池架、匯流柜、控制柜、高壓箱、空調(diào)、消防等物料的采購,在集裝箱主要物料備齊后,對以上主要電氣類設(shè)備進行電池架安裝、電池包安裝、電池艙整體電性能測試。 4儲能電池艙質(zhì)量控制方面的關(guān)鍵點 1電池包PACK工序 電池模組激光焊是電池PACK最關(guān)鍵工序,直接影響產(chǎn)品的質(zhì)量與性能,焊縫應保證焊透,焊縫高度應與極片持平t不得出現(xiàn)凹陷等低于極片表面情況,極片表面不能出現(xiàn)擊穿、焊穿等情況,表面焊渣、飛濺要立即清除。 PACK工序的電氣性能檢驗主要包括5個方面: 1)焊接后應電壓值與內(nèi)阻值測ft 2)電池組放電量測試,應大于標定值240Ah, 3)單次充、放電結(jié)束靜置20min后測量,單體電壓>3.2V, 4)電池包電壓C/>39V,內(nèi)阻<8 5)正負極插件對電池包殼體絕緣電阻>20MQ。一級BMS功能測試,包括正常監(jiān)控單體電壓、溫度正常,出廠靜態(tài)壓差測量值<20mV。 2電池艙的整體測試 整體性能測試應重點關(guān)注1級、2級、3級BMS數(shù)據(jù)釆集功能檢查,3級BMS與空調(diào)、消防系統(tǒng)的通訊功能檢查,電池包正/負極對地絕緣電阻應大于2Gf2,控制箱至匯流柜連接線的絕緣電阻應大于2GS2。 3吊裝過程的控制 由于單個集裝箱由342個電池包及其他零部件組成,故單個集裝箱實際重量約401,高度為3m,屬于危險性較大的分項工程,在吊裝前,其吊裝方案需要進行確認。 特別是吊裝方案應與現(xiàn)場吊裝方案一致,若供應商發(fā)貨前的吊裝與現(xiàn)場吊裝方案不一致,將導致現(xiàn)場需重新制定吊裝方案并進行驗證審核,對現(xiàn)場進度造成不利影響。 4其他過程的質(zhì)量控制 電池包制作完成后,封蓋板時應注意風機線是否被壓在箱內(nèi),容易造成破損;電池包轉(zhuǎn)運過程中應加防護帽,可防止碰傷; 集裝箱焊接焊縫質(zhì)量、外觀一般較差,需提前把關(guān),電池架裝配,焊接需保證位置整齊、焊縫不能影響插箱裝配,應特別關(guān)注電池架的沉重與受力情況; 匯流柜內(nèi)斷路器的額定電壓、電流需核實;電池艙的銘牌信息中關(guān)于額定電壓、電流等重要參數(shù)指標需要核實。
免責聲明:本文所用的視頻、圖片、文字如涉及作品版權(quán)問題,請第一時間告知,我們將立即刪除,無任何商業(yè)用途! |
- 發(fā)電機組
- 電站
- 高、低壓成套開關(guān)設(shè)備
- 便攜戶外電源
- 新能源電動汽車
- 無功諧波補償有源濾波設(shè)備
- 鏟運機電控集成系統(tǒng)
- 進口壓縮機配件、維保
- 清潔新能源-風力發(fā)電
- KYN28A-12(GZS1)金屬鎧裝抽出式開關(guān)柜
- XGN2-12箱型固定式金屬封閉開關(guān)柜
- XGN15-12單元式六氟化硫環(huán)網(wǎng)柜
- RM6環(huán)網(wǎng)柜
- HXGN-12環(huán)網(wǎng)柜
- YB-12/0.4箱式變電站
- MNS低壓抽出式開關(guān)柜
- MNS低壓抽出式開關(guān)柜柜體及全套配件
- GCS低壓抽出式開關(guān)柜柜體及全套配件
- GCK低壓抽出式開關(guān)柜柜體及全套配件
- GGD低壓固定式開關(guān)柜柜體及全套配件
- GZS1戶內(nèi)金屬鎧裝中置移開式開關(guān)柜柜體及全套配件
- GGS型工業(yè)控制柜柜體及全套配件
- GCS低壓抽出式開關(guān)柜
- GCR抽出式熱工開關(guān)柜
- GGD低壓固定式開關(guān)柜