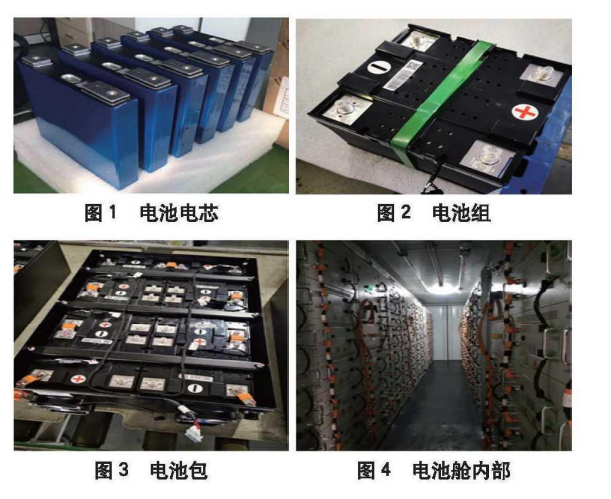
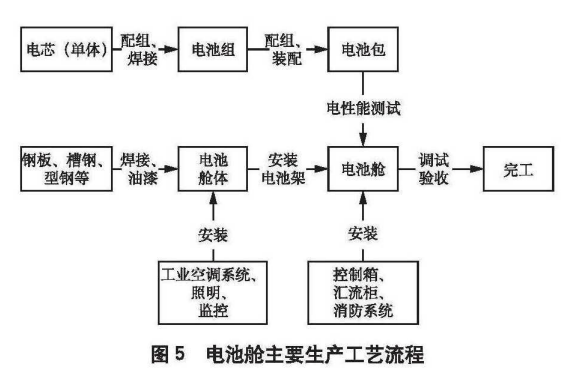
Figure 4 shows the interior of the battery compartment. After the overall assembly of the battery compartment, the final electrical performance test and quality inspection will be carried out. After the completion of the single battery box, it will be transported to the site by road. Figure 5 shows the main production process flow of the battery compartment.
At present, most domestic energy storage battery suppliers expand their energy storage battery business on the basis of power battery suppliers such as new energy vehicles. Therefore, generally speaking, the power of the energy storage business is weak in terms of internal discourse, and the design, progress, procurement and other aspects are still mainly to meet the needs of automobile enterprises and a small number of major customers.
Generally, energy storage battery projects are scheduled in the form of inserting orders. The scheduling plan formulated according to the contract requirements has great uncertainty. Special personnel should be dispatched to the supplier's site for expediting work. It is particularly pointed out that this situation runs through the entire material supply system.
1 Design progress tracking
The overall design scheme of the energy storage system is generally based on the project requirements (total power, charge-discharge ratio, overload requirements, etc.) and the requirements of the energy storage inverter, selecting the appropriate single cell, designing a reasonable battery module composition scheme and battery cluster system and layout, thermal management system, fire alarm system, etc. Whether there is a similar project as a blueprint for secondary design is the key to affect the design progress.
For the replacement of the main materials in the design scheme, the design change procedure should be started, and the functional and safety aspects should be reviewed again. Only after the design is fully verified can it be put into use.
2 Item procurement progress tracking
After passing the design review, a huge material package containing more than 100 materials will be formed, mainly including tens of major components, such as single cell, battery management system BMS, battery package, battery compartment, battery rack, high-voltage box, control cabinet, combiner cabinet, industrial air conditioning system, fire protection system, etc., as well as communication harness, power harness, high-voltage switch, circuit breaker, integrated cover plate for battery welding, socket, series bus For hundreds of materials such as fans and insulating covers, the following five aspects should be focused on.
1) Cell: cell is also the most important raw material in the whole battery compartment equipment, so it should be implemented first.
2) Battery management system BMS: Due to the tight supply of semiconductors and chips in the world, for example, the price of NXP communication chips has increased from 9 yuan per chip to nearly 200 yuan per chip, and the production capacity of BMS manufacturers is mainly to meet the power battery, so the supply time of BMS is also the main factor limiting the delivery of battery packs, and unconventional procurement channels can be adopted when necessary.
3) Battery pack materials: mainly including connecting wire harness, temperature sensor, fan, integrated cover plate, metal box, positive and negative electrode connector, copper bar, aluminum bar, clamp, etc. in the battery pack, involving about dozens of materials, involving more than ten suppliers.
Due to the lack of unified product standards in the domestic energy storage industry, the battery pack materials are non-standard parts, and the production of battery packs must wait for all the materials to be complete before assembly line production, so the supply cycle of these dozens of materials directly affects the supply time of the overall equipment, so it should be focused on.
Coordinate whether the delivery time of each material and the production time of the battery pack meet the schedule requirements, and focus on the integrated cover plate, battery series line, communication harness, box, etc. that are prone to lag.
4) Container (battery compartment): after deepening the design, we should focus on whether the procurement of container box and industrial air conditioner, and the procurement of main electrical components (circuit breaker, communication converter, touch screen, switch, UPS) of combiner cabinet and control cabinet meet the requirements of the progress.
5) Procurement of spare materials: normal and foreseeable losses during the manufacturing process and after putting into operation at the later stage should be fully considered, and the necessary margin should be added, which can be purchased as spare materials by adding multiple battery packs.
3 Progress control of production and manufacturing process
The progress control of the production and manufacturing process can be carried out in two main lines. One is the production of the battery pack. The key processes that affect the progress, such as the group laser welding process of the cells and the electrical performance test of the battery pack, should be focused on, especially for the laser welding and electrical performance test, the production capacity and scheduling of the process should be paid attention to.
For the electrical testing procedure, the communication procedure of the battery level BMS and the communication procedure of the charging and discharging cabinet should be tested and prepared in advance, and sufficient communication connection harnesses should be prepared to ensure that a sufficient number of battery packs are measured at the same time.
The other main line of production is the compartment part of the battery compartment, that is, the container part, which can be synchronized with the production of the battery pack. Generally, equipment suppliers with electrical integration experience are selected, mainly involving the procurement of materials such as the container box, battery rack, combiner cabinet, control cabinet, high-voltage box, air conditioning, fire protection, etc. After the main materials of the container are prepared, the battery rack installation, battery pack installation Overall electrical performance test of battery compartment.
4 Key points in quality control of energy storage battery cabin
1 PACK procedure of battery pack
Laser welding of battery module is the most critical process of battery PACK, which directly affects the quality and performance of the product. The welding seam should be fully welded, the height of the welding seam should be the same as that of the pole piece. There should be no depression or other conditions lower than the surface of the pole piece. There should be no breakdown or welding breakdown on the surface of the pole piece, and the surface welding slag and spatter should be removed immediately.
The electrical performance inspection of the PACK process mainly includes five aspects:
1) Measure the voltage and internal resistance after welding (ft)
2) The discharge capacity test of the battery pack shall be greater than the calibration value of 240Ah,
3) Measure after standing for 20min after the completion of single charge and discharge, and the single voltage is > 3.2V,
4) Battery pack voltage C / > 39V, internal resistance < 8
5) The insulation resistance of the positive and negative pole plug-in to the battery pack shell is > 20MQ. Level I BMS function test, including normal monitoring of unit voltage and temperature, and factory static differential pressure measurement value < 20mV.
2 Overall test of battery compartment
The overall performance test should focus on the data acquisition function inspection of Level 1, Level 2 and Level 3 BMS, and the communication function inspection of Level 3 BMS and air conditioning and fire fighting systems. The positive/negative insulation resistance of the battery pack to the ground should be greater than 2Gf2, and the insulation resistance of the connecting wire from the control box to the combiner cabinet should be greater than 2GS2.
3 Control of hoisting process
Since a single container is composed of 342 battery packs and other components, the actual weight of a single container is about 401, and the height is 3m. It is a dangerous sub-project. Before lifting, its lifting plan needs to be confirmed.
In particular, the lifting plan should be consistent with the on-site lifting plan. If the lifting plan of the supplier before shipment is inconsistent with the on-site lifting plan, the lifting plan will need to be re-developed and verified on the site, which will adversely affect the site progress.
4 Quality control of other processes
After the battery pack is manufactured, pay attention to whether the fan line is pressed in the box when sealing the cover plate, which is easy to cause damage; Protective caps shall be added during the transfer of battery packs to prevent bruises;
The quality and appearance of the welding seam of the container are generally poor, which need to be checked in advance. The battery rack assembly should be in order, and the welding seam should not affect the plug-in box assembly. Special attention should be paid to the weight and stress of the battery rack;
The rated voltage and current of the circuit breaker in the combiner cabinet need to be verified; Important parameters such as rated voltage and current in the nameplate information of the battery compartment need to be verified.
Disclaimer: If the videos, pictures and text used in this article involve copyright issues, please inform us at the first time, and we will immediately delete them without any commercial use!