| Application of laser welding in energy storage batteries and PACK production lin |
| Release time:2023-03-20 09:45:16| Viewed: |
From the manufacturing of energy storage battery cells to the assembly of battery packs, welding is a very important manufacturing process. The conductivity, strength, airtightness, metal fatigue, and corrosion resistance of lithium batteries are typical evaluation standards for battery welding quality. The selection of welding methods and processes will directly affect the cost, quality, safety, and consistency of batteries.
Among many welding methods, laser welding stands out with the following advantages: first, laser welding has high energy density, small welding deformation, and small heat affected zone, which can effectively improve the accuracy of the workpiece. The weld seam is smooth and free of impurities, uniform and dense, and does not require additional polishing work;
Secondly, laser welding can be accurately controlled, with small focus points and high-precision positioning. It is easy to achieve automation with a robotic arm, improving welding efficiency, reducing labor hours, and reducing costs; In addition, when laser welding thin plates or fine diameter wires, it is not as easy to be troubled by remelting as arc welding.
The main welding methods for energy storage batteries include wave soldering, ultrasonic welding, laser welding, and dissimilar metal laser welding, among which laser welding is currently the most mainstream welding method.
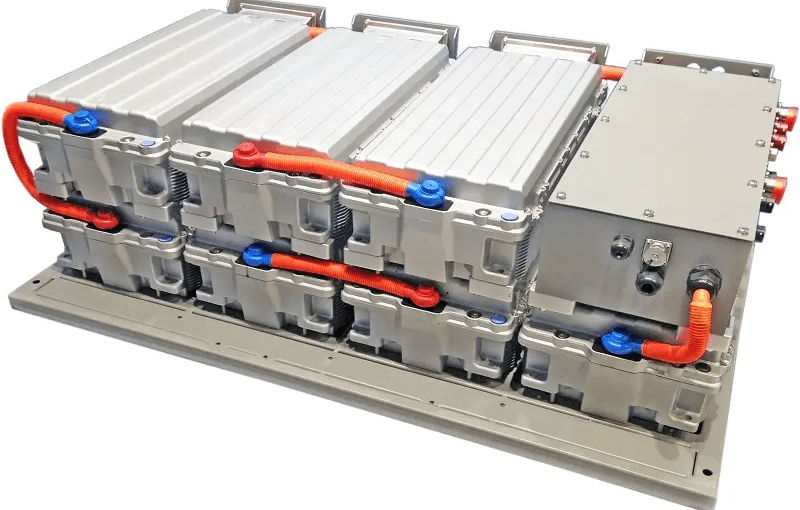
Energy storage battery
Welding method of energy storage battery:
① Wave soldering: essentially a combination of ultrasonic welding and laser welding;
② Ultrasonic welding: The advantage of this scheme is that it is simple to weld, but requires more space, and the module volume grouping efficiency will be lower;
③ Laser welding: Currently, this scheme is the most widely used, but slightly different in structure;
④ Laser welding of dissimilar metals: This welding method also has high group efficiency and fast production speed.
What is laser welding?
Energy storage battery laser welding equipment
The structure of a battery usually contains various materials such as steel, aluminum, copper, and nickel. These metals may be made into electrodes, wires, or shells. Therefore, welding between one material or between multiple materials requires high requirements for the welding process.
The technological advantage of laser welding lies in the wide variety of materials that can be welded, enabling welding between different materials.
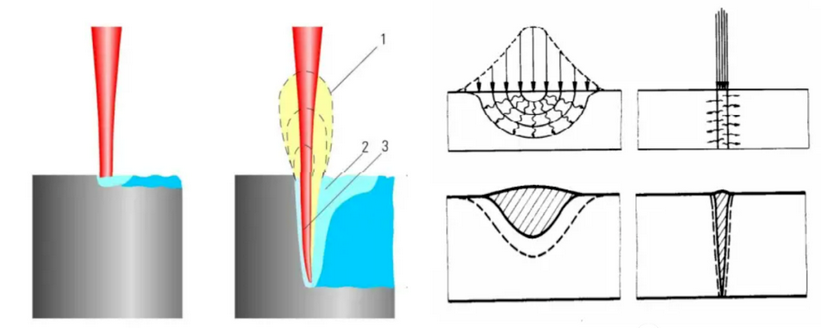
Types of laser welding
The types of laser welding include laser heat conduction welding and laser deep penetration welding. The main difference between heat conduction welding and deep penetration welding is the power density applied to the metal surface per unit time, with different critical values for different metals.
Three commonly used lasers for laser welding of energy storage batteries In the field of laser welding for energy storage batteries, the most commonly used lasers are pulsed lasers, continuous lasers, and quasi continuous lasers.
Pulse lasers: YAG lasers, MOPA lasers;
For these lasers, it can be understood as follows: Using a hammer to hammer a thumbtack in, this is a pulse; Press the thumbtack directly in with your hand, which is continuous; When drilling, the drill bit continuously drills for 10 seconds, rests for one second, and then continuously drills for 10 seconds, rests for another second. This is called quasi continuous.
Pulse laser refers to a laser whose single laser pulse width is less than 0.25 seconds and operates only once at certain intervals. It has a large output power and is suitable for laser marking, cutting, ranging, etc.
Crylas-1064 nm pulsed laser
Common pulsed lasers include yttrium aluminum garnet (YAG) lasers, ruby lasers, neodymium glass lasers, and other solid-state lasers, as well as nitrogen molecule lasers and excimer lasers. Pulse laser is based on the principle of YAG laser, with high single pulse energy and high power consumption. Consumables such as xenon lamps need to be replaced regularly, and a water chiller must be equipped.
1550 nm pulsed laser This type of laser is a very mature laser with a relatively low cost per unit, and is also the most widely used laser for metal welding. Due to the principle of YAG laser, and limited by technical conditions in the overall industry, it is currently unable to achieve very large laser power. The conventional laser is generally within 500W, while the highest one in China is 1000W, with low electro-optical conversion efficiency (around 13%).
Pulsed laser
A continuous laser is a laser that continuously emits light, which means that it has a stable working state, that is, a stable state. The number of particles at each level and the radiation field in the cavity of a CW laser have a stable distribution.
Its working characteristics are the excitation of the working material and the corresponding laser output, which can be continuously carried out over a long period of time in a continuous manner. Solid state lasers excited by continuous light sources, gas lasers and semiconductor lasers operated by continuous electrical excitation, all belong to this category.
Continuous laser
Due to the inevitable overheating effect of devices during continuous operation, most of them need to take appropriate cooling measures.
Continuous laser is based on the principle of YLP fiber laser, because it can continuously output light at a constant power (when the laser emits light fast and many points, it becomes a line). The output laser energy is constant, the stability of the laser is very good, the light spot mode is also very good, and the electro-optical conversion efficiency is also very high (about 30%).
Continuous laser Quasi continuous laser (QCW), also known as long pulse laser, generates pulses of the order of ms with a duty ratio of 10%. This allows pulsed light to have a peak power greater than ten times that of continuous light, which is very advantageous for applications such as drilling. The repetition rate can be modulated to 500 Hz based on the pulse width. QCW lasers can operate in both continuous and high peak power pulse modes.
Quasi continuous laser
Quasi continuous lasers are different from traditional continuous (CW) lasers in that their peak and average power are always the same in CW and CW/modulation modes, while the peak power of QCW lasers in pulse mode is 10 times higher than the average power.
Therefore, it is possible to generate microsecond and millisecond pulses with high energy at repetition frequencies ranging from tens of Hertz to thousands of Hertz, and to achieve average and peak power of several kilowatts.
Quasi continuous laser
Advantages of laser welding equipment in welding energy storage batteries:
5. Laser welding is convenient for automatic integration, and can also achieve synchronous laser welding process schemes according to production capacity requirements, with high efficiency and low welding internal stress; 6. Laser welding involves a simple and convenient structure, reducing the difficulty coefficient of the mold structure;

7. The welding process can be digitally and intelligently monitored, meeting the need for visualization of welding process data;
8. This type of welding process plan can be effectively integrated with automated production lines, meeting the needs of mass production plans, achieving efficient production, and low consumption.
Key Technology of Laser Welding in Lithium Battery PACK Production Line
The lithium battery laser welding machine battery module automation production line generally includes core loading, code scanning, testing, cleaning, sorting, module stacking, stacking detection, module welding, welding detection, module blanking, and other processes. Material transmission systems, adaptive systems, visual positioning systems, and MES manufacturing execution management are key technologies in the entire production line, as well as important technical support for adapting to small batch and multi variety production forms.
01 Material transfer system

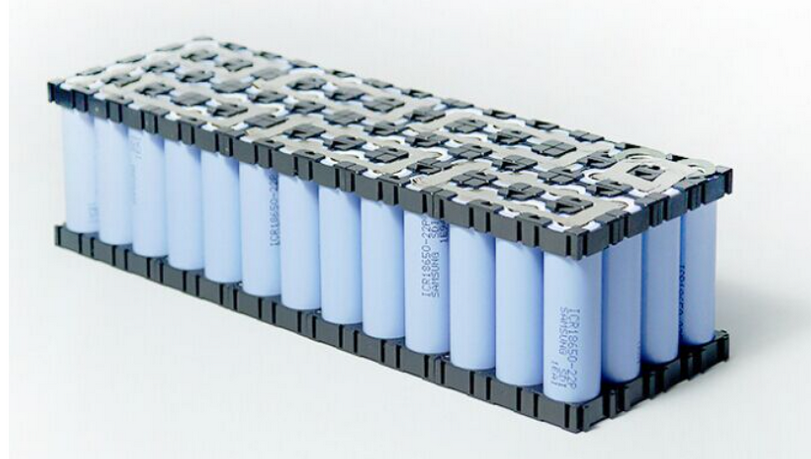
In the production process of battery modules, the most common types of cells are soft packs, square shapes, and columns. After stacking cells of different types and sizes into modules of different sizes, each process requires an adaptive system to ensure the linkage of the entire line beat, especially the welding process. Only modules of different sizes can complete the module PACK process.
The adaptive system uses multi-axis combined linkage to implement position positioning within the product processing area, without being limited by any form of incoming material, completing welding work and transferring it to the next process.
03 Visual positioning system

The MES manufacturing execution management system has an open development platform, which can quickly and flexibly complete the implementation and development of MES projects based on user needs on the underlying platform of the system. The manual only needs to guide the work according to the MES parameter instructions, and improve the existing production setting information through comprehensive statistics and analysis in the form of charts. From cell loading to final module blanking, the parameters, data, and other incoming material information of each process can be quickly queried and timely analyzed and processed through the MES system, truly achieving process control, productivity, and efficiency.
The process data package in the laser welding process is directly integrated into the MES system to facilitate user invocation and switching. The entire MES system can directly create a production line into a quasi unmanned production workshop, where manual labor only needs to supplement materials on the periphery, improving safety.
With the reserved industrial communication interface, users can not only achieve remote monitoring and management, but also effectively interface with enterprise ERP, truly realizing intelligent and information chemical plants.
Disclaimer: If the videos, pictures and text used in this article involve copyright issues, please inform us at the first time, and we will immediately delete them without any commercial use! |